Rohrbieger für Profilrohre: Konstruktionsmerkmale und unabhängige Produktion

Der Rohrbieger ist eine spezielle Vorrichtung vom manuellen Typ oder eine Produktionsmaschine, die dazu bestimmt ist, ein Rohr aus verschiedenen Materialien in einem bestimmten Winkel zu biegen. Serielle Geräte unterscheiden sich im Betriebsprinzip und können verschiedene Arten von Laufwerken haben, aber um an einem dieser Geräte zu arbeiten, bedarf es einiger Erfahrung.
Sie können Rohre aus Aluminium, Chrom, Kupfer, Normal- und Edelstahl oder Kunststoff mit einem Durchmesser von 5 bis 1220 mm oder ein Profil mit einem anderen Querschnitt verwenden. Biegewinkel - bis zu 180 Grad.


Gerät und Zweck
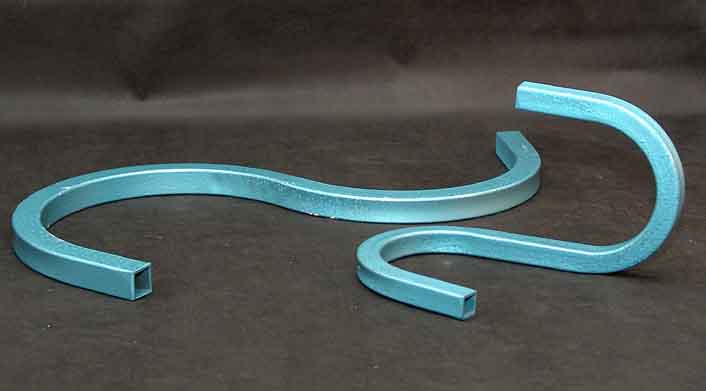
Rechteckige, ovale und quadratische Rohre im Schnitt werden Profil genannt. Eine solche Maschine kann in einem Geschäft oder auf dem Markt von Baumaterialien von Hand hergestellt werden. In diesem Artikel werden wir uns anschauen, wie man ein solches Gerät mit eigenen Händen macht.
Bei der Herstellung einer Überdachung, eines Gewächshausrahmens, einer Überdachung, von Metallmöbeln und anderen Strukturen ist es vorzuziehen, gebogene Rohre zu verwenden, da solche Rohre flache Oberflächen haben, was es praktisch macht, das Dachmaterial zu montieren. Unter Lebensbedingungen ist es nicht einfach, das Rohr ohne Deformationen und Falten zu biegen.


Daher wird ein Rohrbieger verwendet. In den meisten Fällen ist dieses Gerät mit einem hydromechanischen oder elektromechanischen Antrieb ausgestattet. Mit seiner Hilfe ist es möglich, das Rohr in jedem Grad zu biegen. Für die Herstellung von Teilen können Sie Rohre auf speziellen Produktionsmechanismen biegen. Angesichts ihrer hohen Kosten ist es jedoch besser, eine Rohrbiegemaschine mit eigenen Händen zu Hause zu montieren. Die Montage erfolgt aus verfügbaren und häufig verfügbaren Materialien. Leichtbau nimmt in der Garage oder auf dem Hof nicht viel Platz in Anspruch.
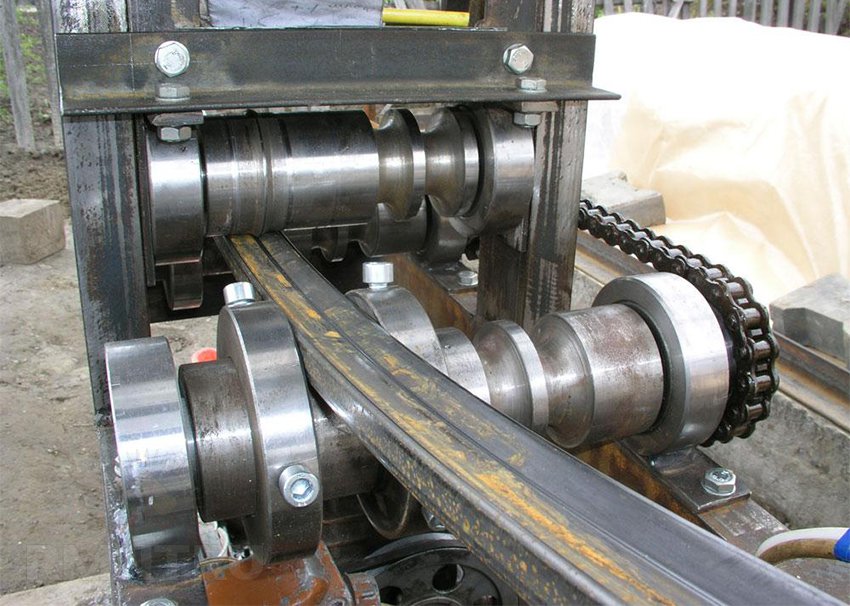
Die Hauptteile, die für solch eine Maschine verwendet werden, sind die Wellen (Rollen), der Hebel (Wagenheber), die Antriebskette, der Hydraulikzylinder, die Drehachse, der Rahmen für das Gerät. Der Rahmen kann geschlossen und offen sein. Die Hauptkomponente einer solchen Vorrichtung wird als der Hydraulikzylinder angesehen, der die Antriebsrolle ausführt. Das Prinzip der Bedienung eines selbstgebauten Rohrbiegemotors ist immer gleich - das Werkstück wird auf die Rollenanschläge gesetzt, und in der Mitte befindet sich eine Anschlagrolle, die Druck auf das Rohr ausübt und es auf den gewünschten Radius biegt.

Die Rollen legen sich zylindrisch oder gerillt fest, was von der Größe und Form des Werkstücks abhängt. Für ein breites und flaches Profil sind glatte Rollen bequem zu verwenden, für hohe und enge Rollen sind eine Nutführung erforderlich. Mehr gefragte Universalrollen. Bei Bedarf sind Führungsschienen an der Rohrbasis angebracht. Dieser Mechanismus erfordert den Kraftaufwand. Um die Arbeit von Maschinen mit hydraulischen Antrieben zu erleichtern. Darüber hinaus sind sie mit einem elektrischen Getriebemotor (Einzelschneckenwurm) ausgestattet. Die Wahl des Getriebetyps hängt vom Durchmesser des Rohres ab. Solche zusätzlichen Installationen ermöglichen das Biegen.Rohre mit großem Durchmesser.


Arbeitsprinzip
Die Biegung des Profilrohres erfolgt nach dem Prinzip des Walzens oder Walzens. Um Rohre mit kleinem Querschnitt zu biegen, können einfache Methoden angewendet werden, die nicht die Schaffung eines komplexen Mechanismus erfordern.
Dazu gehören:
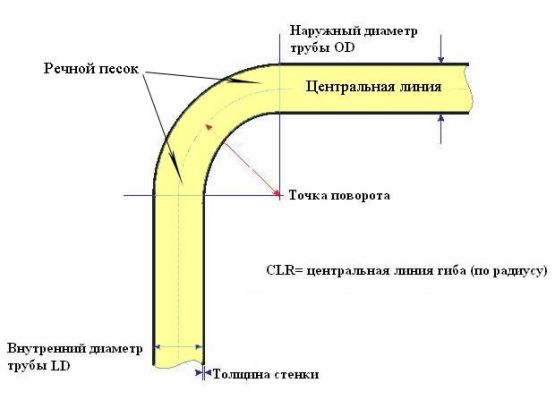
- Füllung mit Sand. Das Innere des vorbereiteten Rohrs ist mit feinem Sand gefüllt, der vorher getrocknet und gesiebt wurde. Löcher auf beiden Seiten sind mit Staus geschlossen. Ferner biegt sich das Rohr in einem Muster der gewünschten Form. Bei Bedarf wird die Stelle der Falte mit einer Lötlampe oder einem Gasbrenner bis zum Umröten erhitzt. Diese Methode ist zeitaufwendig, hat eine geringe Qualität und geringe Genauigkeit.
- Füllen mit Wasser. Um ein Profil mit Wasser zu biegen, muss es zuerst eingefroren werden. Das Rohr ist an einem Ende mit einem Stopfen verschlossen, mit Wasser gefüllt und in die Kälte gestellt. Auf keinen Fall dürfen beide Rohrenden mit einem Stopfen verschlossen werden, damit das Rohr beim Aufweiten nicht reißt. Als nächstes wird das gefrorene Profil unter Verwendung einer Schablone gebogen. Diese Technologie eignet sich gut für dünnwandige Kupfer- und Aluminiumrohre.

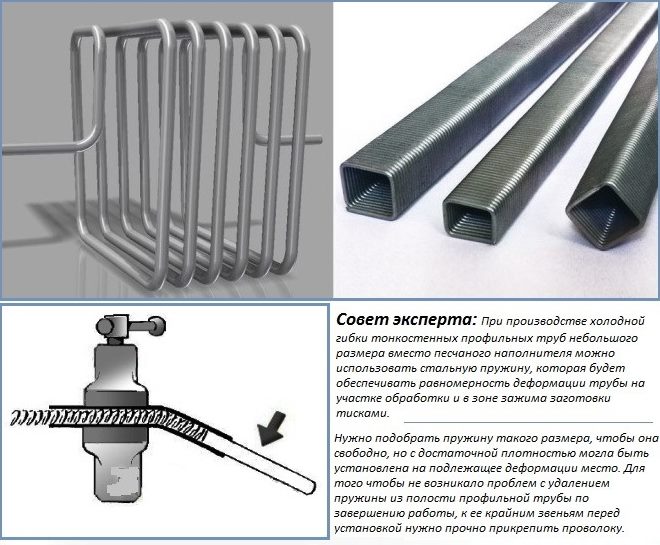
- Frühling. Im Voraus wird eine Spirale aus dem Metalldraht gewunden, deren Abmessungen 3-5% geringer sind als der innere Profilquerschnitt. Die Feder wird innen platziert, und danach kann das Rohr auf einfache Weise mit einer Schablone gebogen werden.Nach Abschluss der Arbeiten wird die Feder entfernt, nivelliert und kann wiederverwendet werden.
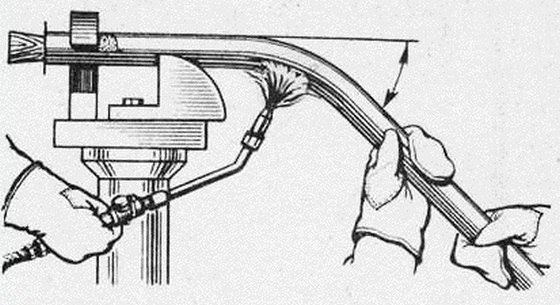
- Schweißen, Schneiden. Diese Methode wird angewendet, wenn der Biegeradius minimal und das Rohr dickwandig ist. Von der Innenseite der beabsichtigten Biegung aus werden nach zuvor erstellten geometrischen Berechnungen Segmente mit Hilfe einer Schleifmaschine geschnitten. Das Rohr wird auf den gewünschten Radius gekippt und die verbundenen Seiten der Ausschnitte werden mit einer Schweißmaschine verschweißt. Aus ästhetischen Gründen werden die Schweißnähte mit einer Schleifmaschine geschliffen.


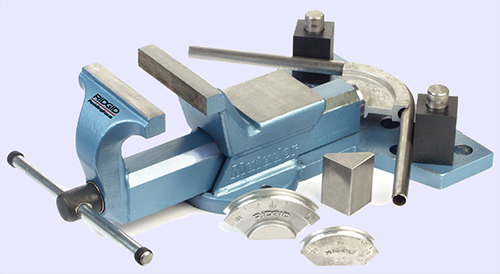
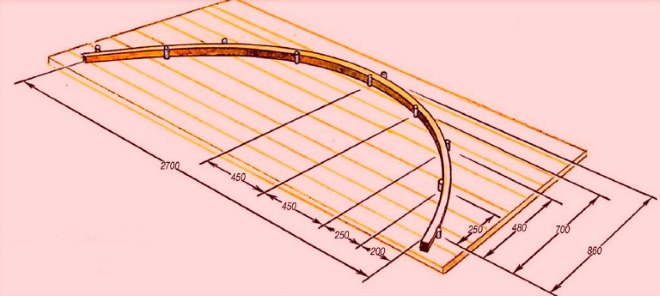
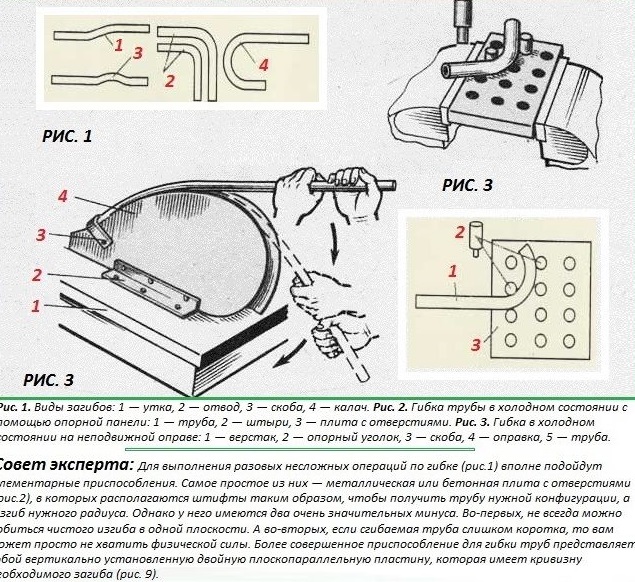
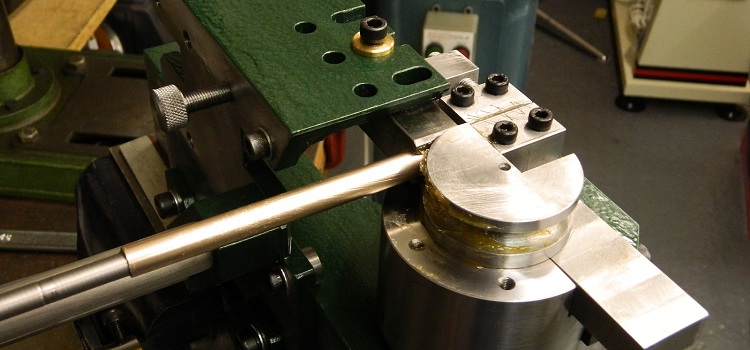
- Das einfachste Design ist Rohrbiegen mit einer Schablone. Dieses Verfahren ist für die Herstellung von Rohlingen des gleichen Typs in großen Mengen vorgesehen. Für die Herstellung solcher Schablonen sollten Holzbretter mit einer Dicke von mindestens 2-3 cm verwendet werden, Begrenzer (Seiten) aus beliebigem Material werden entlang der Kanten der fertigen Probe angebracht, damit das Profil während der Arbeit nicht abrutscht. Fixieren Sie das System auf dem Boden oder einer anderen Ebene und bestimmen Sie die Betonung des Metallprofils. Nachdem Sie es zwischen dem Amboss und der Schablone gebaut haben, drücken Sie vorsichtig auf das andere Ende, um einen gleichmäßigen Druck über die gesamte Ebene zu gewährleisten.Um das Anpressen des Rohres zu erleichtern, wird ein zusätzlicher Hebel, eine Winde, verwendet. Diese Methode eignet sich für ein Profil mit einem Durchmesser von nicht mehr als 1 Zoll. Bei Verwendung eines größeren Profils anstelle einer Holzschablone werden Verstärkungsrohlinge verwendet, die den gewünschten Radius beibehalten und in einer Betonbasis befestigt werden.

Der Vorteil dieser Methode liegt in den niedrigen Kosten und der einfachen Arbeit, aber die Genauigkeit und Qualität der Werkstücke während der Bearbeitung wird niedrig sein. Außerdem müssen Sie jedes Mal ein neues Muster erstellen, wenn Sie einen anderen Radius biegen müssen. Diese Option eignet sich gut zum Biegen von Aluminium- und Kupferrohren.
Die oben genannten Methoden arbeiten mit Muskelkraft, daher werden sie nur für dünnwandige Profile mit geringer Festigkeit verwendet. Für Rohre mit größerem Querschnitt werden spezielle Maschinen mit einem elektrischen Mechanismus benötigt. Dies bedeutet jedoch nicht, dass es notwendig ist, eine Produktionsmaschine zu kaufen. Manuelles Getriebe ist einfach selbst zu montieren.

Arten von Maschinen
Je nach den Anforderungen des Betriebs gibt es feste (stationäre) und manuelle Maschinen.Stationäre Strukturen werden verstärkt in Fabriken eingesetzt. Ein handgemachtes Gerät, das mit den eigenen Händen hergestellt wird, eignet sich besser für Hausarbeiten.
Je nach Antrieb gibt es mehrere Arten von Rohrbiegevorrichtungen:
- Hydraulisch (hydraulischer Wagenheber angewendet). Es gibt stationäre und manuelle. Biege Rohre mit einem Durchmesser von bis zu 3 Zoll. Solche Maschinen werden in speziellen Industrien eingesetzt und können eine beeindruckende Menge Arbeit leisten.
- Mechanisch. Der Druck wird manuell mit der Hauptschraube oder dem Hebel erzeugt.
- Elektrisch. Die Biegung erfolgt auf Kosten des Elektromotors, geeignet zum Biegen von Rohren - sowohl mit dünnen als auch mit dicken Wänden. Dank der Elektronik werden genaue Berechnungen des Biegewinkels durchgeführt. Solche Rohre haben keine Verformungen.
- Elektrohydraulisch. Der Hydraulikzylinder wird von einem Elektromotor angetrieben.



Rohrbiegemaschinen nach der Fähigkeit der Rohrbiegung sind in Mechanismen mit Rohren mit einem Durchmesser von bis zu 16 mm, 20 mm, 32 mm, 50 mm, 76 mm unterteilt unterteilt.
Um das Rohr auf verschiedene Arten zu biegen.
In dieser Hinsicht ist die Biegevorrichtung nach der Biegemethode unterteilt in:
- Segmental.Sie werden mit einer speziellen Vorrichtung geliefert, die das Werkstück gleichzeitig im rechten Winkel um das Segment zieht und biegt.
- Maschinenarmbrust-Ansicht. Ausgestattet mit einem speziellen Mechanismus, der aus einer Biegekomponente besteht.

- Federvorrichtungen. Ausgestattet mit Federn. Auf solchen Maschinen können Metallteile gehandhabt werden.
- Sod. Besteht aus einer Führung, die vor Beginn der Arbeit in das Rohr gelegt wird. Ein solches Element mit einem Dorn schützt das Teil vor Verformung und Abflachung. Diese Maschine wird in der Herstellung von Automobilrohren und zum Biegen von Aluminiumrohren verwendet.
- Fusselfrei Das Biegen erfolgt durch Aufwickeln des Teils auf die Biegewalze.

Die Länge des Werkstücks, das gebogen werden muss, verwendet Geräte zweier Arten:
- Hebelmaschinen;
- rollende Geräte.
Hebelvorrichtungen werden als die gebräuchlichsten angesehen. In der industriellen Produktion sind auch Rasen- und Armbrust-Rohrbieger erhältlich. Das Funktionsprinzip solcher Maschinen besteht aus zwei Führungsrollen und einem Manometer (Dorn). Ein solcher Mechanismus ermöglicht die Kaltbearbeitung von runden Metallrohren in kleinen Bereichen.Aufgrund seiner geringen Größe gilt die Armbrustbiegemaschine als das häufigere Gerät unter den professionellen Installateuren der technischen Kommunikation. Das Gerät erhielt seinen Namen aufgrund der Tatsache, dass das Design einer Armbrust ähnlich ist.
Aber diese Art von Verfahren führt zu einem Rohr, das entlang des äußeren Biegeradius eine angemessene Dehnung erfährt, was sich auf die Verringerung der Wanddicke und deren Bruch auswirkt. Insbesondere ist das Armbrustverfahren nicht zum Biegen von dünnwandigen Rohren geeignet.

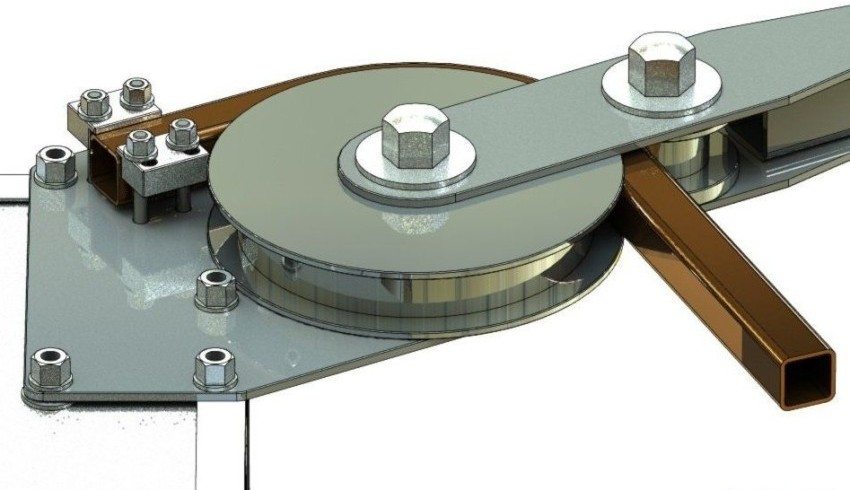
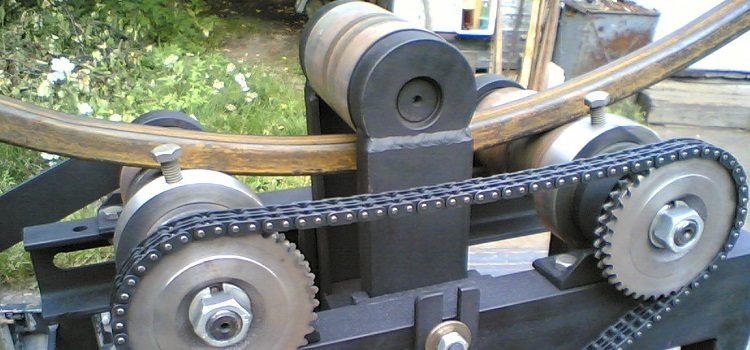
Zur Herstellung einer signifikanten Anzahl von monotypischen Teilen mit kleinem Biegeradius ist es möglich, eine Rohrbiege-Schnecke zu verwenden. Diese Einheit besteht aus zwei Rollen (Rädern) mit unterschiedlichem Durchmesser, die auf den Wellen befestigt sind. Indem ein Ende des Rohrs an dem Rad befestigt wird, setzt eine Rolle mit dem kleinsten Durchmesser (Hauptrad) das Werkstück unter Druck, während gleichzeitig die Rolle über das zu bearbeitende Teil gerollt wird. Aufgrund dessen, was das Rohr entlang der Oberfläche einer großen Rolle gebogen ist, erhält es seine Form. Der einzige Nachteil dieses Verfahrens ist die Unpraktikabilität der Extraktion von Kurven mit einem größeren Radius.
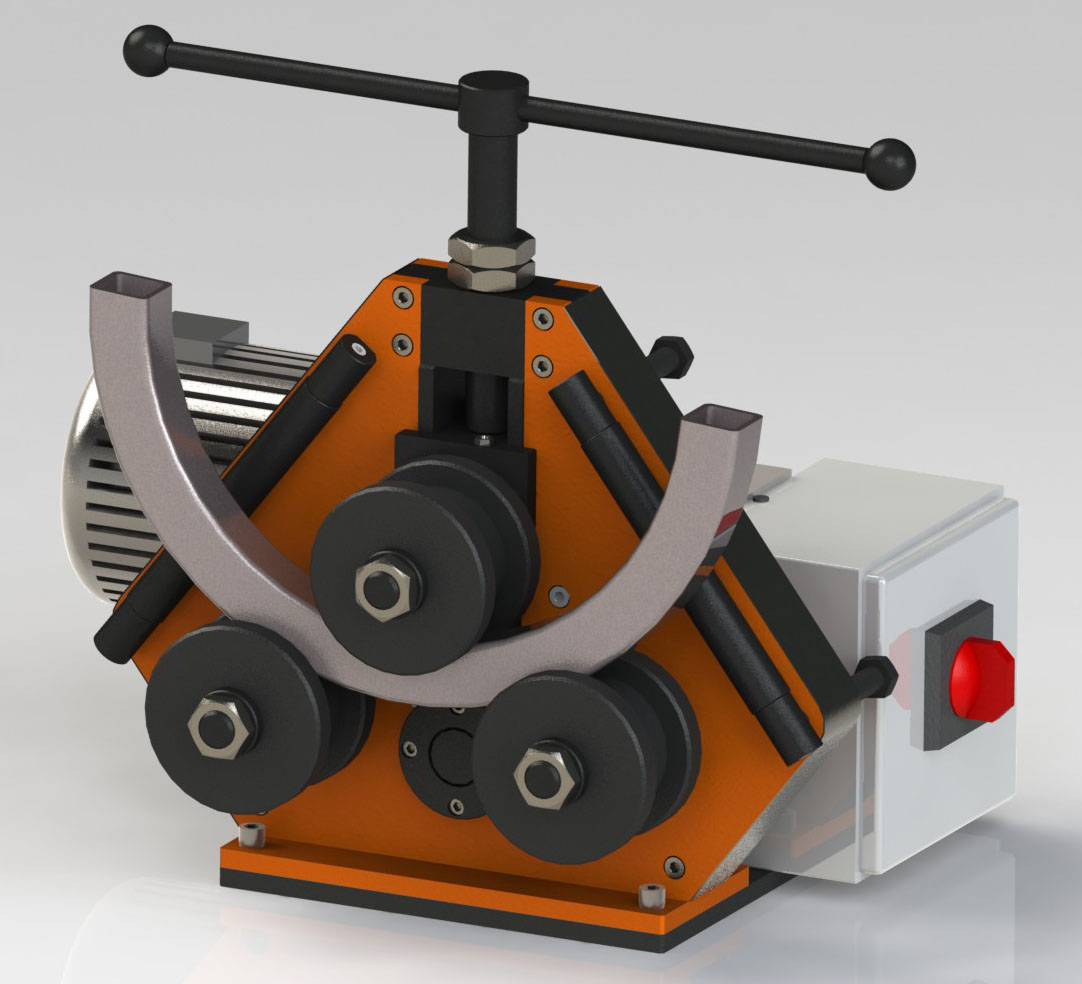
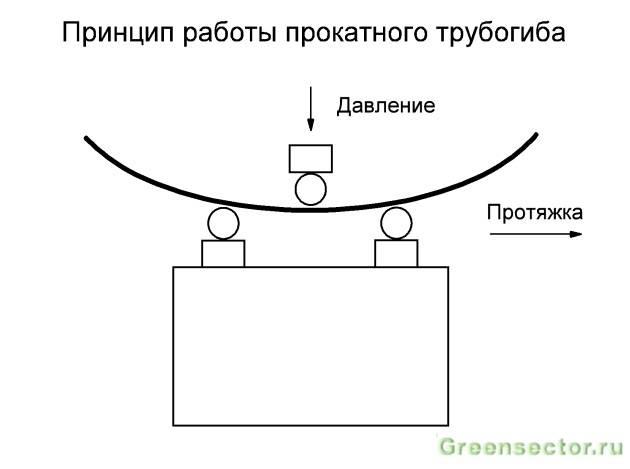
Praktisch und vielseitig in der Arbeit sind Roll- (Biege-) Maschinen, handgefertigt, in dem Sie den Verformungswinkel eines Metallrohres einstellen können. Das einfachste System der Walzmaschine besteht aus einer Basis und einer daran befestigten Antriebswelle, die in einem bestimmten Abstand voneinander angeordnet sind. Der Druck wird durch eine bewegliche Rolle auf das Rohr ausgeübt, und sein Ziehen wird durch Drehen der Hauptwellen durchgeführt. Wenn Sie Kurven mit kleinem Radius erstellen, müssen Sie 50-100 Läufe absolvieren. Um eine Verformung zu vermeiden, sollten Sie das Produkt mit der gleichen Geschwindigkeit rollen. Es ist schwierig, den Rollmechanismus unabhängig in der häuslichen Umgebung zu montieren, da Drehen und Schweißen erforderlich sind.


Notwendige Werkzeuge und Materialien
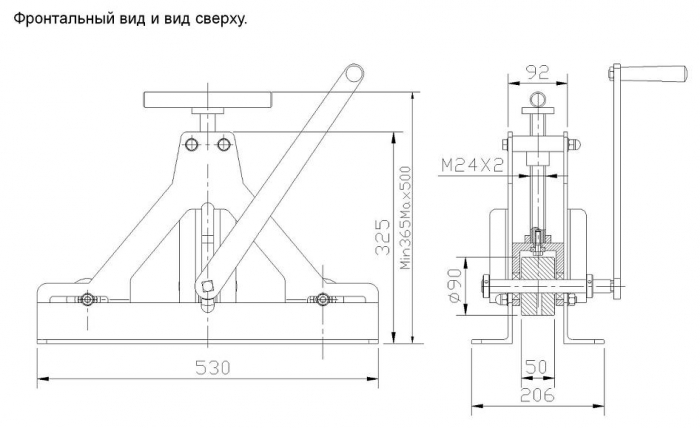
Zuerst müssen Sie das richtige Schema (Zeichnung) mit genauen Messungen und den notwendigen Materialien entwickeln. Bevor Sie die Maschine montieren, legen wir fest, welcher Profilbiegeradius mehr benötigt wird. Wählen Sie auf dieser Grundlage die Größe des Laufrads aus.
Bei der Erstellung der Zeichnung einer selbstgebauten Maschine müssen Sie sich an die Hauptregel halten - Stärke und Leichtigkeit der Konstruktion. Folgende Elektrowerkzeuge werden ebenfalls benötigt: eine Schweißmaschine, ein Schraubenzieher, ein Bulgarian, Schneid- und Schleifscheiben, ein Hammer, ein Schraubstock, ein Bohrer.

Bauplan
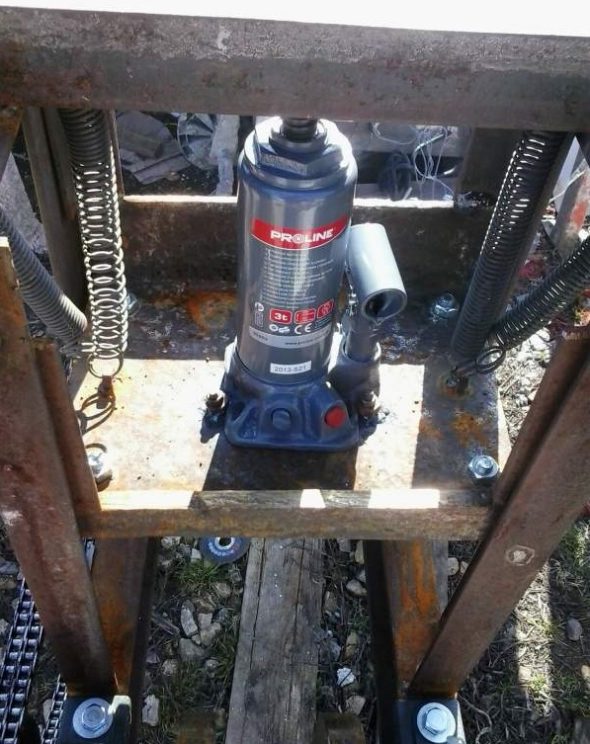
Es ist möglich, eine hydraulische Maschine zum Punktbiegen aus 2 Teilen eines Kanals, 4 Winkeln und 2 Teilen von Fingern aus einer Traktorspur zu konstruieren. Die Umlenkung des Rohres liefert den üblichen hydraulischen Hebel (Wagenheber) mit einer Kraft von mindestens 5 Tonnen. Ein Metall "Schuh" ist darauf montiert. Es kann bestellt und gekauft werden von einem Turner oder machte das Beste aus der alten Riemenscheibe. Die Breite des "Streamlet" muss der Breite des Profils entsprechen. Wir schneiden die Hälfte der Riemenscheibe ab und bohren eine Buchse für die Pleuelstange. Dann bekommen wir ein hydromechanisches Antriebssystem. Die Basis der selbstgebauten Maschine ist 4 Ecken (Regal 60-80 mm), die an der Metallplatte befestigt sind. Zwei Kanäle sind an den oberen Ecken synchron verschweißt. Löcher sind in den Kanalwänden symmetrisch gebohrt, um den Biegewinkel des Rohlings zu regulieren.
Eine solche Maschine ist sehr einfach zu bedienen. In die Löcher im Kanal sind 2 Metallfinger eingelegt und auf ihnen Rollenanschläge aufgesetzt. Der Wagenheber mit einem Schuh wird so angehoben, dass zwischen ihm und den Anschlägen ein Profil passt. Nach der Installation wirken die Rohre auf den Wagenhebergriff und bilden die gewünschte Biegung.

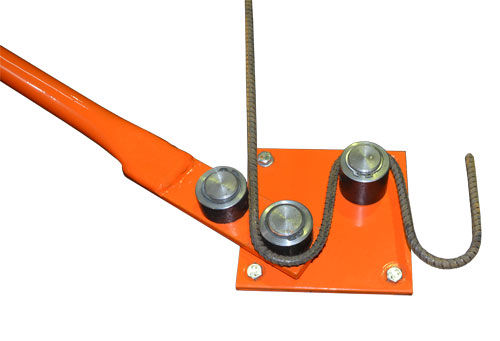
Der Rohrbieger kann auch mit eigenen Händen gestaltet werden. Um es zu bauen, benötigen Sie zwei lineare Meter des Kanals (Wandhöhe 15-20 cm), die das Rack und die Basis sein wird. Für Rollen können Sie 6 kleine Metallrohrstücke verwenden, die als Halterung für Lager dienen. Aus diesem Grund muss die Innengröße des Rohres dem Außenwert des Lagers entsprechen. Nachdem der Dreher Wellen für Biegerollen hergestellt hat, fahren Sie mit der Montage des Bettes fort.
Aufgrund der Drehung des an der Welle des Zwischenstoppers befestigten Griffes wird eine Biegung des Profilrohres durchgeführt. Es ist möglich, den Biegeradius des Profils unter Verwendung der Neigung des Schwingkanals und der entlang der Kanten angeordneten Rollen einzustellen. Zu diesem Zweck sind die Rollen nicht mit dem Rahmen verschweißt, sondern sind gleitend ausgeführt. Hydraulische Buchse kann mit dem Auto ersetzt werden.
Für die einfachste Maschine werden folgende Elemente benötigt:
- Wagenheber;
- starke Federn;
- Stahlprofile für die Rahmenmontage;
- Rollen (Wellen) - drei Stück;
- Antriebskette.
Als nächstes sammeln Sie das Gerät. Wir installieren einen starken Rahmen, dessen Teile durch Schweißen oder Bolzen verbunden sind. Entsprechend der Zeichnung, stellen Sie die Rotationsachse und die Rollen ein.Die Wellen sind so befestigt, dass die beiden äußeren Wellen über der mittleren liegen und einen Bogen bilden. Der Abstand zwischen den Rollen bestimmt den Biegeradius des Profilrohrs. Für den Betrieb eines solchen Mechanismus wird ein Kettengetriebe verwendet, das aus drei Gängen und einer alten Kette besteht (Ersatzteile aus einem Auto, Motorrad oder anderen Geräten). Um das gesamte montierte System in Aktion zu bringen, benötigen Sie einen Griff, der an einer der Rollen (Wellen) befestigt wird und die erforderliche Rotationskraft erzeugt.


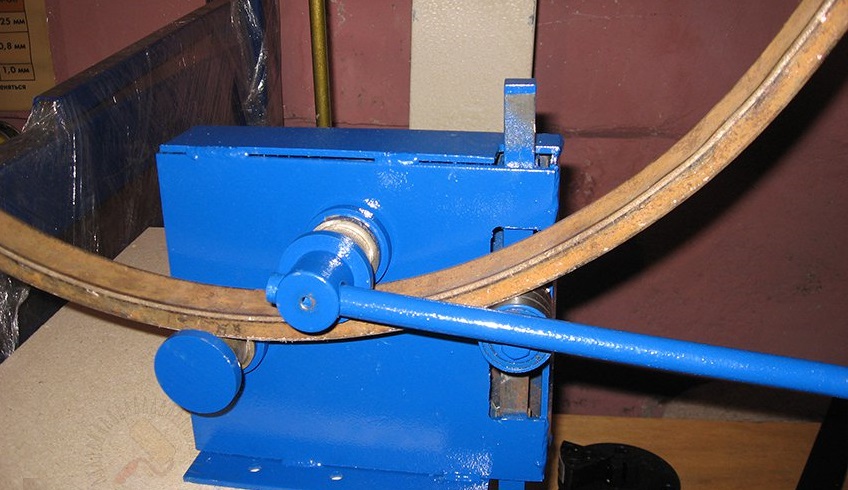
Die Maschine zum Biegen des Profilrohrs kann auch von Hand erstellt werden. Für diesen Mechanismus besteht das Bett aus einem Kanal mit einer Länge von 77 und einer Höhe von 10 cm.
Wir montieren die Konstruktion nach den Anweisungen:
- Aus dem 5 mm breiten Metallband werden 4 Hauptständer für kleine Wellen geschnitten, an denen sich das Profil entlang bewegt. Im oberen Endlappen schneiden Sie die Öffnung für die Drehachse der Rollen aus. Die Größe der Racks - 5 * 10 cm.
- Die Gestelle werden mit einer Schweißmaschine in einem Abstand von 30 cm am Kanal befestigt, Rollen für Wellen sind auf dem Baustoffmarkt zu finden.
- Als nächstes wird eine Platte unter der Maschine aus einem 8 mm dicken Blech geschnitten. Die Größe der Platte beträgt 25 * 25 cm.Eine zentrale Rolle wird auf der Platte platziert, durch Drehen wird das Profil bewegt.
- An den Enden der Platte sind Holzstreifen mit einer Breite von 10 Millimetern angeordnet, die mit Sekundenkleber befestigt sind. Damit beim Drehen der Rolle die Platte nicht erfasst wird, benötigen wir diese Stützen.


- Um die Walze zu installieren, benötigen Sie 2 Lager, in deren Tiefe sich die Wellenachse dreht. Die Lager sind mit Schrauben in den von der Innenseite der Stützen gebohrten Öffnungen befestigt.
- Dann ist es notwendig, 4 Stände von 40 cm Länge zu machen, mit der 50. Ecke, und befestigen Sie sie an den Rändern der Platte mit der Hauptwelle durch Schweißen, sichern Sie es an der Stanitsa (Kanal) der Maschine. Die Platte wird im mittleren Teil der Säulen platziert, wobei ein Abstand zwischen den Achsen der Rollen eingehalten wird, der der Größe des Profils entspricht, mit dem Sie arbeiten möchten.
- Die Stecker werden aus 8 mm Blech ausgeschnitten, ihre Verschweißung wird am oberen Teil der Racks befestigt. Dann müssen Sie eine Platte unter der Abdeckung der Maschine, in der die Einstellschraube installiert ist, machen. Von der Innenseite der Platte wird eine Öffnung gebohrt, die dem Durchmesser der verwendeten Schraube entspricht.


- Die Stopfen sind gebohrte Öffnungen für Bolzen (10 mm Durchmesser) und die Abdeckplatte ist in den Racks befestigt.
- In die Öffnung im Deckel wird ein Gewinde geschnitten und die Ferse eingeschraubt, in deren Mitte sich die Klemmschraube dreht.
- Eine 15 mm Ecke ist an die Platte geschweißt, was ein externer Schraubenanschlag ist. In der Ecke unter der Schraube ist Öffnung, synchrone Achse der Ferse gebohrt. Ein richtiger Faden ist in der Öffnung geschnitten.
- Es bleibt der Handgriff für die Hauptwelle zu befestigen und an der Achse der Rolle zu befestigen. Der Griff kann vom Ventil aus den Rollläden oder einem Stück Verstärkung der gewünschten Länge hergestellt werden.


Montagetechnik
Um die zusammengesetzte Struktur vor Feuchtigkeit zu schützen, wird sie mit einer speziellen Lösung bedeckt, die vor Rost schützt und dann lackiert wird. In hydraulischen Maschinen ist es möglich, das Biegen eines geformten Rohres aus verschiedenen Materialien und dickwandigen Produkten durchzuführen. Führen Sie eine ähnliche Verfahrensweise durch, kalt und heiß (Vorheizrohr). Der Zweck des heißen Verfahrens - das Rohr wird außen erhitzt oder heiße Luft wird in das Rohr geleitet, was seine Plastizität erhöht, bzw. die Biegequalitätsindikatoren erhöhen sich. Kalt - diese Methode ist einfach, sie wird für Kunststoffrohre verwendet.
Solche Rohre werden vor dem Biegen mit Salz, Öl, Sand und Wasser gefüllt, wodurch es möglich ist, eine qualitativ hochwertige Biegung ohne wesentliche Beschädigung des Rohres zu erzeugen.

Hilfreiche Ratschläge
- Abnehmbare Rollen verschiedener Art bieten die Möglichkeit, sowohl mit dem Profilrohr als auch mit dem runden Rohr zu arbeiten.
- Damit der Biegemechanismus am vielseitigsten ist, sollten die Druckrollen vorzugsweise beweglich ausgeführt sein. Dadurch ist es möglich, den Radius des Rohrbruchs zu ändern.
- Wenn das Biegen mit einer Schablone durchgeführt wird, können die Eisenhaken für den Anschlag verwendet werden, damit das Rohr eng an der Probe anliegt.
- Wenn das Profilrohr unter dem größten Radius gebogen werden muss, ist es korrekter, einen Dreiwalzen-Rohrbieger zu verwenden.
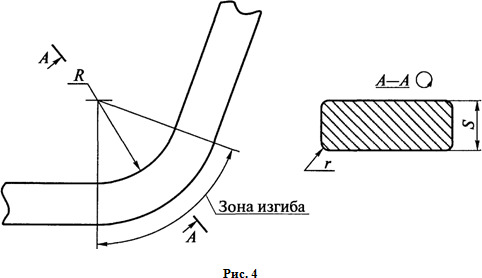
- Es sollte daran erinnert werden, dass an der Stelle des Biegens das Profil seine Stärke verliert. Aus diesem Grund ist es bei Verwendung von Winkeln nahe 90 Grad korrekter, das Rohr zu schneiden und durch Schweißen den gewünschten Biegewinkel zu erhalten.


- Zu jeder Fabrikmaschine ist eine ausführliche Bedienungsanleitung beigefügt, in der alle Eigenschaften und technischen Daten des Gerätes angegeben sind. Damit die Maschine lange und ohne Störungen arbeiten kann, müssen Sie sich vor Beginn der Arbeiten mit den Anweisungen vertraut machen.
- Persönliche Schutzausrüstung nicht vergessen.Während der Arbeit mit dem Schleifer ist es notwendig, eine Brille oder ein Schutzschild zu verwenden, und geschweißte Fälle in spezieller Kleidung, Handschuhen und Schweißmaske auszuführen.
Im nächsten Video finden Sie eine vollständige Anleitung für die Montage eines Rohrbiegewerks zu Hause.



















